Cách làm phẳng bề mặt phốt cơ khí bằng máy Lapping
Phốt cơ khí (Mechanical Seal - phớt cơ khí - phốt chặn dầu - phốt chặn dung dịch) là bộ phận sử dụng để làm kín giúp không cho chất lỏng bị tràn ra ngoài, do đặc tính này phớt cơ khí được sử dụng trong các hệ thống trục dẫn, bình, bồn chứa (thường là bên trong máy bơm, máy trộn..) để dẫn nước đi mà không làm thất thoát dung dịch ra ngoài. Để làm được điều này, đòi hỏi bề mặt của các phốt cơ khí phải có độ phẳng gần như tuyệt đối. Vậy làm cách nào để mài siêu phẳng được bề mặt tiếp xúc của phốt cơ khí? những lưu ý cho quá trình sửa chữa ra sao? Mời bạn tham khảo trong bài viết dưới đây
 |  |  |  |
Chọn máy mài phẳng phốt cơ khí phù hợp
Máy lapping (máy mài nghiền) được xem là loại thiết bị phù hợp nhất trong việc sản xuất, sửa chữa hoặc làm mới hầu hết các loại phốt cơ khí. Kích thước của máy lapping sẽ phụ thuộc rất nhiều vào kích thước của phốt cơ khí số lượng sản phẩm cần gia công hằng tháng. Do đó, bước đầu tiên trong việc tối ưu hiệu quả sản xuất chính là phải hiu được công việc của mình và chọn kích thước thiết bị cho phù hợp. Hoặc bạn củng có thể tham khảo thêm bài viết hướng dẫn chi tiết về mài nghiền - Lapping
Trên mỗi bề mặt làm việc của máy mài phẳng phớt cơ khí, đều có các vòng giữ mẫu (bạn có thể dễ dàng thấy chúng ở bộ thông số kỹ thuật cơ bản bên dưới). Các vòng giữ này, đóng vai trò cố định và giúp xoay đều mẫu trên bề mặt tấm lapping trong suốt quá trình mài giúp quá trình mài phẳng diễn ra đồng bộ hơn. Hãy xác định kích thước của loại phốt cơ khí lớn nhất mà bạn có từ đó chọn kích thước vòng giữ mẫu (Conditioning Ring) thích hợp
Ví dụ: Bạn đang có phốt chắn dầu có kích thước lớn nhất 15cm, bạn có thể chọn máy FL-20 với đường kính mẫu cho phép tối đa là 188mm (3 vòng giữ trên một máy) để có thể đáp ứng cho loại phốt lớn nhất và vẫn đảm bảo sử dụng tốt cho các phốt chắn có kích thước nhỏ hơn (tham khảo hình bên dưới)
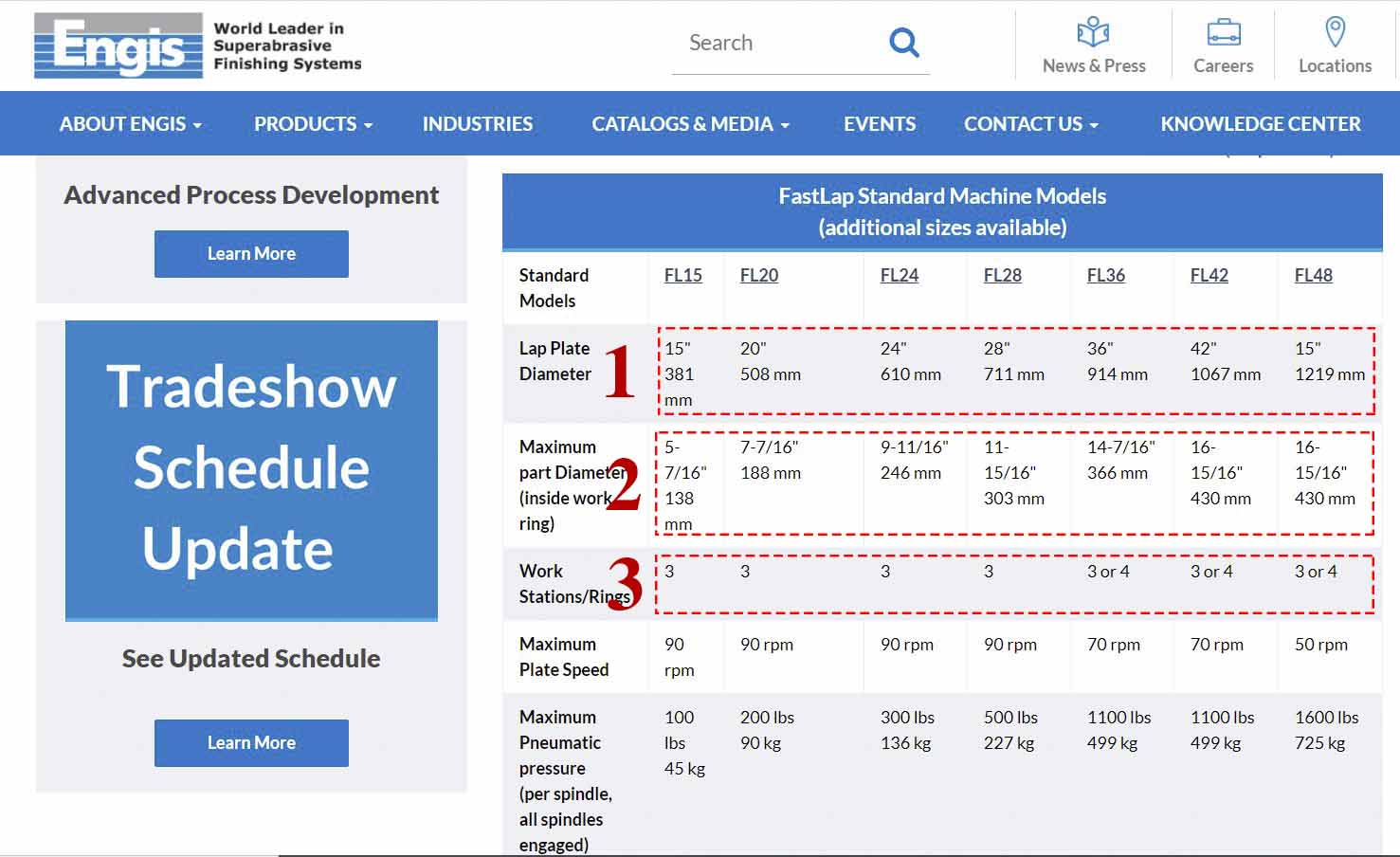
1: Kích thước của tấm Lapping (bánh mài) | 2: Đường kính phốt cơ khí tối đa | 3: Số vòng giữ mẫu tối đa trên thiết bị
Hiện nay, thương hiệu Engis của Mỹ đang cung cấp đầy đủ các dòng máy Lapping với kích thước đa dạng từ 15" - 45", dạng thủ công hoặc có trục để gia tăng áp lực lên mẫu tự động, mài đứng hoặc ngang tùy thuộc vào nhu cầu sử dụng của bạn. Thông thường, đến với các xưởng sửa chữa cơ bản hoặc các nhà máy (sử dụng để kiểm tra, sửa chữa) các dòng máy 15" đến 24" là đã đủ cho yêu cầu
Các loại phốt chắn dầu phổ biến ngày nay thường được làm từ nhiều loại hợp chất khác nhau như: Carbon, cacbua vonfram, ceramic, cacbua silic, oxit Chrome, Steef, Ni-resist và Phosphor Bronze... một số vật liệu có độ cứng quá cao khiến cho các loại bột mài phổ thông như nhôm ô xít hoặc silicon carbide không còn hiệu quả. Trong trường hợp này, các loai dung dịch kim cương đánh bóng chất lượng cao của Engis sẽ cho tốc độ cắt cao, thời gian hoàn thành nhanh, hiệu quả cao. Dung dịch kim cương đánh bóng của Engis củng phù hợp với các loại máy Lapping đến từ thương hiệu khác nên nếu bạn đã có sẵn thiết bị, có thể sử dụng sản phẩm của Engis để cải thiện hiệu quả quá trình
| CÁC DÒNG MÁY LAPPING ĐỂ MÀI PHỐT CƠ KHÍ ĐANG ĐƯỢC "ENGIS" CUNG CẤP "Nhấn vào ảnh để xem chi tiết sản phẩm" | |||
Máy Lapping cơ bản |
Có trục tác động lực |
Lapping tích hợp bộ phân phối dung dịch mài tự động |
Lapping tích hợp bộ phân phối dung dịch mài tự động |
Tích hợp tính năng lập trình |
Lập trình mài đánh bóng tốc độ cao |
Mài theo phương ngang |
Mài và đánh bóng đồng theo hai mặt |







Tìm hiểu sơ bộ về cấu trúc của phốt chặn dung dịch
Hầu hết, các loại phốt chặn dung dịch đều có bề mặt siêu phẳng. Tuy nhiên đối với các loại phốt chắn trong các động cơ thủy lực thường phải chịu tác động xoay của trục, khi quá trình này diễn ra sẽ sinh nhiệt khi các bề mặt xoay và cố định ma sát với nhau có thể gây ra nứt hoặc vỡ seal. Điều này tạo ra một thách thức cho các nhà sản xuất phải làm sao để thiết kế phần vành phớt chặn hơi khuyết vào một chút (hay có thể nói là làm cho phần ở bên trong hơi lồi lên) để các dung dịch bôi trơn tràn vào làm mát bề mặt tiếp xúc - hay còn gọi là tạo màng dung dịch
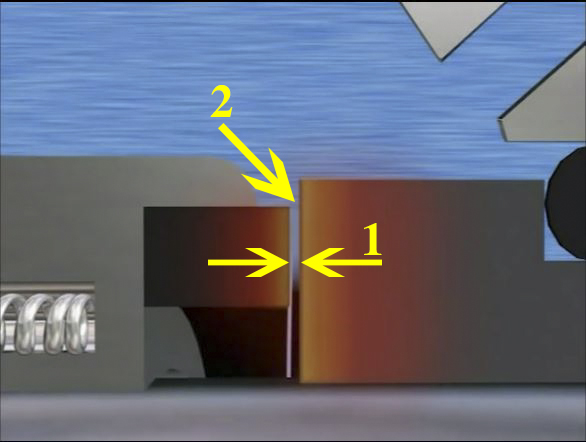
Phần khe hở này phải thiết kế phù hợp cho một lượng dung dịch bôi trơn vừa đủ chảy vào đồng thời không được quá lớn vì có thể các cặn hoặc tạp chất có thể trôi vào gây trầy xước bề mặt phốt. Khoảng hở giữa hai bề mặt tiếp xúc của phốt chặn thông thường chỉ nhỏ hơn 1micro - tức là hẹp hơn 75 lần so với bề ngang của sợi tóc - do kích thước rất nhỏ này, cặn bã hoặc tạp chất không có cơ hội lọt vào giữa khe hở
Đặc điểm của tấm Lapping
Các phốt chặn dung dịch thường có bề mặt rất phẳng như đã được nêu ở phần đặc điểm bên trên, do đó điều đặc biệt quan trọng chính là phải làm sao giữ bề mặt tấm Lapping phẳng nhất có thể. Thường xuyên kiểm tra độ phẳng bề mặt tấm mài và điều chỉnh lại cho phù hợp là kỹ thuật quan trọng mà các kỹ sư vận hành máy Lapping phải có
Cài đặt thông số máy phun dung dịch mài tự động khi làm phẳng phốt cơ khí
| Đối với máy Lapping 15" | Đối với máy Lapping 24" | ||
| Dung dịch kim cương | Dầu bôi trơn | Dung dịch kim cương | Dầu bôi trơn |
| - Thời gian phun: 1s - Khoảng thời gian giữa hai lần phun: 10s | - Thời gian phun: 1s - Khoảng thời gian giữa hai lần phun: 120s | - Thời gian phun: 1s - Khoảng thời gian giữa hai lần phun: 10s | - Thời gian phun: 1s - Khoảng thời gian giữa hai lần phun: 20s |
Khoảng thời gian chỉ mang tính tham khảo có thể thay đổi linh động tùy vào trường hợp và thiết bị
Bộ thiết bị phân phối dung dịch nên được đặt để phun theo các khoảng thời gian như trên, các ống dẫn áp suất không khí nên được đặt ở 1/2bar (7.5 PSI). Sử dụng thông số trên, bắt đầu chạy máy 10p để dung dịch mài phân phối đồng đều trên khắp bề mặt
Điều quan trọng phải đảm bảo khi thực hiện quá trình này là bề mặt tấm Lapping không quá khô hoặc quá ướt. Nếu tấm Lapping quá ướt, kim cương sẽ bị ngập bởi chất bôi trơn => nồng độ kim cương thấp (bị loãng) quá trình mài phẳng không đạt hiệu quả cao. Nếu tấm Lapping quá khô, các bộ phận sẽ ma sát trực tiếp với bề mặt tấm Lap gây cháy bề mặt phốt
Lực tác dụng trong quá trình Lapping phốt cơ khí
Có nhiều cách tác dụng lực lên bề mặt của phốt cơ khí để tạo để đẩy nhanh tốc độ của quá trình đánh bóng, một số biện pháp có thể kể đến như
- Để phốt lên máy và không cần tác dụng lực (hoặc tác dụng lực bằng tay)
- Sử dụng các vật nặng để chèn lên phốt gia tăng áp suất giúp mài bề mặt nhanh hơn
- Sử dụng các hệ thống Lapping có sẵn trục gia lực
Nếu bạn là một công ty cơ khí chuyên về gia công phốt chặn dầu, có lẽ sẽ gia công cùng lúc nhiều seal trong cùng một vòng giữ mẫu. Khi sử dụng trục cơ khí (hoặc vật nặng) để tác dụng lực hàng loạt các kích thước cao, thấp khác nhau của seal có thể ảnh hưởng đến quá trình tác dụng lực, lực tác động lên các seal không đều làm cho quá trình Lapping diễn ra không hiệu quả do đó chiều cao khuyến nghị của seal trong cùng một vòng giữ mẫu cần đồng đều nhau tốt nhất là +/- 0,5mm
Nếu bạn chỉ cần mài phẳng một phốt cơ khí duy nhất trong vòng giữ mẫu, bạn có thể để nó lăn tự do tuy nhiễn vẫn phải tác dụng một lực lên nó để quá trình mài phẳng được tối ưu. Điều kiện lý tưởng nhất, là đặt một tấm kim loại lên nó để tăng lực tác động, bạn củng có thể thêm một vòng cao su bên trong mặt trong của vòng giữ mẫu (Conditioning Ring) để tránh seal va đập vào vòng giữ mẫu
Bảng tác dụng lực khuyến nghị đối với các phớt cơ khí với vật liệu khác nhau
Carbon | Tungsten Carbide | Silicon Carbide | Ceramic |
Nickel Iron | Stellite | Chrome Oxide | Spray Coated |
Cách tạo hình dạng lồi trên các bề mặt phớt cơ khí đặc biệt
Không phải phốt chặn dung dịch nào củng cần một bề mặt phẳng tuyệt đối. Như đã nói ở trên, một số bề mặt phốt tiếp xúc ở khu vực trục xoay cần phải có một khoảng hở trên bề mặt để dung dịch làm mát có thể đi vào, để làm được điều này yêu cầu bề mặt củaphớt chặn dầu phải lồi lên một ít so với tổng thể, vậy làm cách nào để có thể làm được đi này khi bề mặt của tấm Lapping siêu phẳng?
Có một cách duy nhất chính là làm lõm bề mặt tấm mài nghiền (tấm lapping), khi đó bề mặt của phớt cơ khí sẽ bo theo tấm mài nghiền và tạo cho phớt có một độ lồi nhất định. Dưới đây là cách bước để làm "lõm nhẹ" bề mặt tấm lapping
| Hãy lưu ý, tìm hiểu kỹ xem sản phẩm của bạn có cần phải làm lồi bề mặt hay không, độ lồi kỹ thuật cho phép là bao nhiêu trước khi bắt đầu thực hiện các bước sau đây nhé |
- Bước 1: Để tạo một bề mặt lõm, hãy di chuyển các vòng điều hòa càng về xa phía trung tâm càng tốt
- Bước 2: Sử dụng các dung dịch đánh bóng thông thường, lưu ý không sử dụng bột kim cương
- Bước 3: Không đặt các phốt cơ khí vào để mài phẳng cho đến khi tấm lapping đạt độ lõm khoảng 0.020mm (hoặc tùy yêu cầu kỹ thuật)
- Bước 4: Khi bề mặt của tấm lapping đã đạt yêu cầu đề ra, bắt đầu làm sạch dung dịch mài trên bề mặt, sau đó cho phân phối dung dịch kim cương đánh bóng với kích thước theo yêu cầu ứng dụng (chế độ phun dung dịch xem bên trên)
- Bước 5: Tiến hành quá trình mài nghiền theo các bước thông thường
- Bước 6: Kiểm tra bộ phận của chi tiết và điều chỉnh hình dạng tấm lapping khi cần thiết
- Việc tạo một tấm Lapping với bề mặt lõm theo yêu cầu cần trình độ kỹ thuật và chuyên môn rất cao, do đó để đảm bảo tiến độ công việc hãy chắc chắn chỉ sử dụng tấm Lapping lõm cho các ứng dụng duy nhất, không dùng chung với các quá trình khác (Trong điều kiện tốt nhất hãy giữ luôn bộ vòng giữ mẫu riêng cho tấm mài này) - Ngoài ra, bạn củng có thể liên hệ trực tiếp với nhà sản xuất Engis để điều chỉnh hình dạng tấm Lapping theo yêu cầu kỹ thuật (vui lòng liên hệ để được hỗ trợ thêm) |
Tiến hành kiểm tra độ phẳng của phốt chặn dầu sau quá trình mài
Dĩ nhiên, sau bất cứ quá trình mài nghiền phẳng nào việc kiểm tra độ phẳng là yêu cầu thiết yếu. Vậy làm sao có thể nhận biết được bề mặt sau quá trình lapping có đạt độ phẳng theo yêu cầu hay không?
Thông thường, các thương hiệu chuyên sản xuất máy Lapping sẽ bán kèm cho bạn một thiết bị để có thể kiểm tra độ phẳng một cách chính xác nhất, thiết bị này hoạt động dựa trên khả năng khúc xạ góc chiếu sáng qua một bề mặt kính trên sản phẩm để kiểm tra độ phẳng của sản phẩm (ở đâu là phốt chặn dầu). Để dễ hình dung hơn hãy quan sát hình dưới đây
Hình 1 |
Hình 2 |
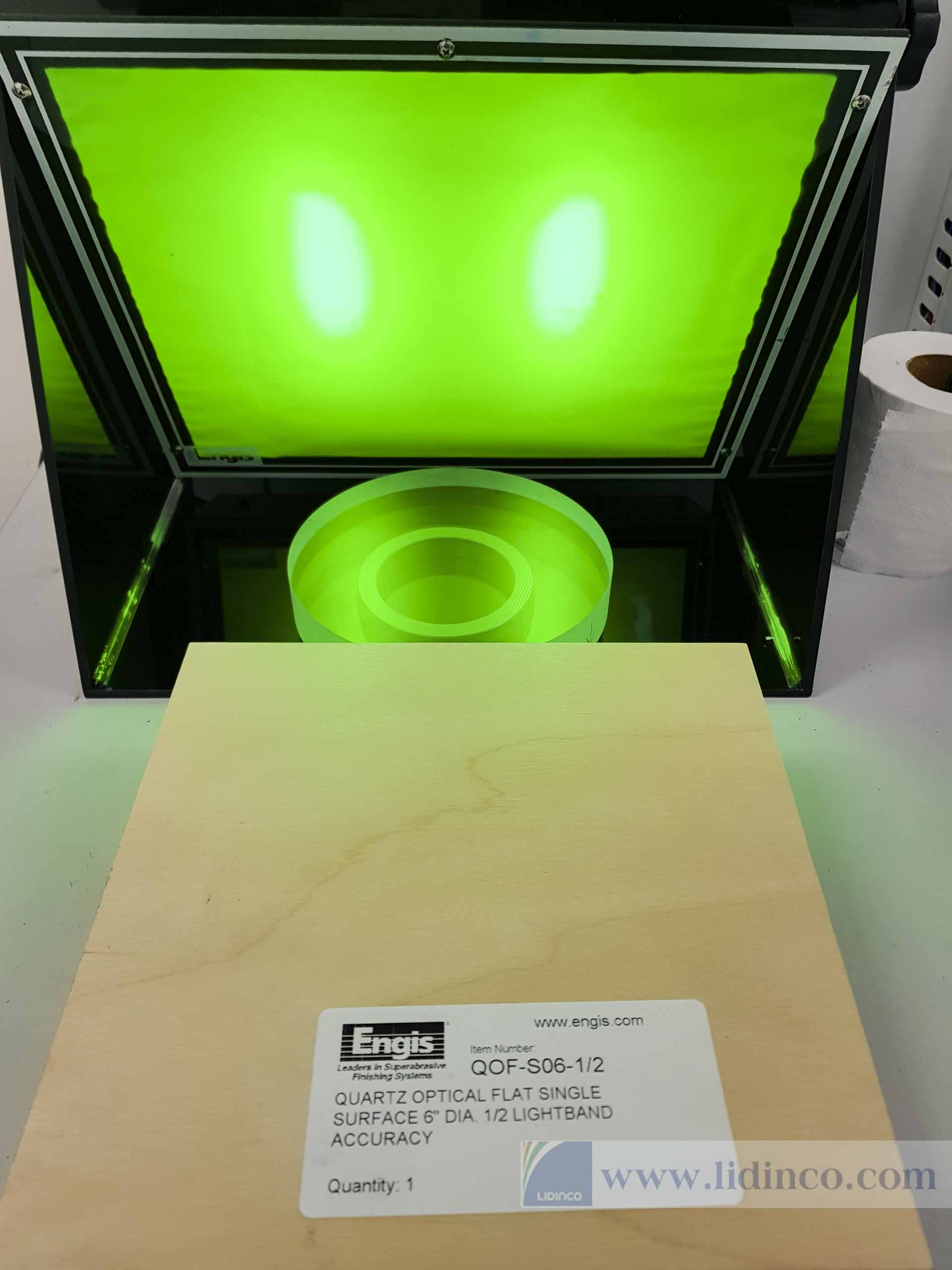
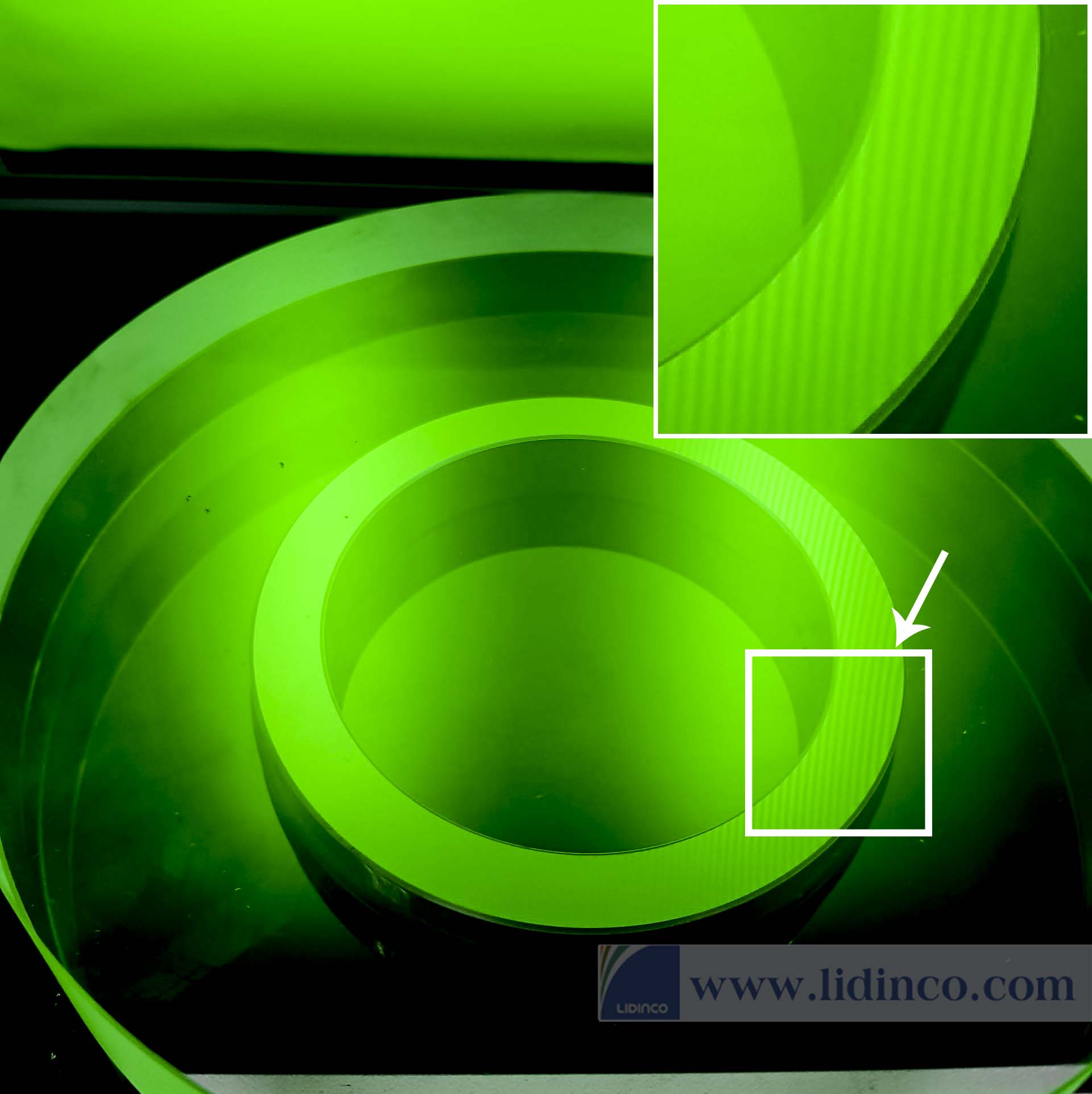
- Hình 1: Hình ảnh của thiết bị dùng để đo độ phẳng của phớt chặn dầu sau quá trình mài phẳng (Cấu tạo khá đơn giản bao gồm gồm 1 đèn đơn sắc, một thấu kính để khúc xạ)
- Hình 2: Đặt bề mặt cần quan sát dưới đèn, quan sát các vân sọc trên phớt chặn dầu như (hình 2) nếu các vân song song và cách đều nhau như hình chứng tỏ bề mặt rất phẳng, nếu các đường vân bị lệch có nghĩa là bề mặt lồi hoặc lõm hoặc không phẳng theo yêu cầu. Kiểm tra và lặp lại quá trình mài khẳng đến khi đúng yêu
Để được tư vấn tốt nhất về việc chọn thiết bị, chọn dung dịch mài hoặc thiết lập dây chuyền khác vui lòng liên hệ với Lidinco theo thông tin dưới đây
CÔNG TY TNHH ĐẦU TƯ PHÁT TRIỂN CUỘC SỐNG
Trụ sở chính: 487 Cộng Hòa, Phường Tân Bình, TP. HCM
Điện thoại: 028 3977 8269 / 028 3601 6797
Email: [email protected]
VP Bắc Ninh: 184 Bình Than, Phường Võ Cường, Bắc Ninh
Điện thoại: 0222 7300 180
Email: [email protected]
Hotline: 0906.988.447
Tin cùng danh mục
![[Dự án] Đo âm học, tiếng vang phòng học](https://lidinco.com/storage/posts/du-an-do-am-hoc-phong-hoc.jpg)




