Hướng dẫn A - Z về mài - đánh bóng khuôn nhựa
Trong quá trình đa dạng hóa và phát triển các sản phẩm cao cấp, việc nâng cao chất lượng khuôn đúc chính là yếu tố đặc biệt quan trọng, để tạo ra các vật dụng thẩm mỹ và có độ tinh tế cao. Khuôn đúc càng sáng bóng, sản phẩm đúc ra càng đạt chất lượng cao và chiếm được sự tin tưởng sử dụng của khách hàng
Trong quá trình sản xuất khuôn nhựa, gia công nhẵn và gia công gương sau quá trình định hình (hay còn gọi là quá trình mài và đánh bóng) chính là hai công đoạn quan trọng nhất để nâng cao chất lượng khuôn. Vậy làm thế nào để có thể đánh bóng lòng khuôn tốt nhất? Những yếu tố ảnh hưởng đến chất lượng quá trình đánh bóng và cách khắc phục như thế nào? Mời bạn tham khảo trong bài viết dưới đây

1️⃣ Các vật tư dùng trong quá trình đánh bóng khuôn và độ grit khuyến nghị
- Giấy nhám: #150, #180, #320, #400, #600, #800, #1000, #1200, #1500
- Đá mài dầu: #120, #220, #400, #600
- Nỉ đánh bóng: dạng bánh tròn, dạng trụ vuông, đầu tròn
- Bột kim cương: 1μm, 3μm, 9μm, 15μm
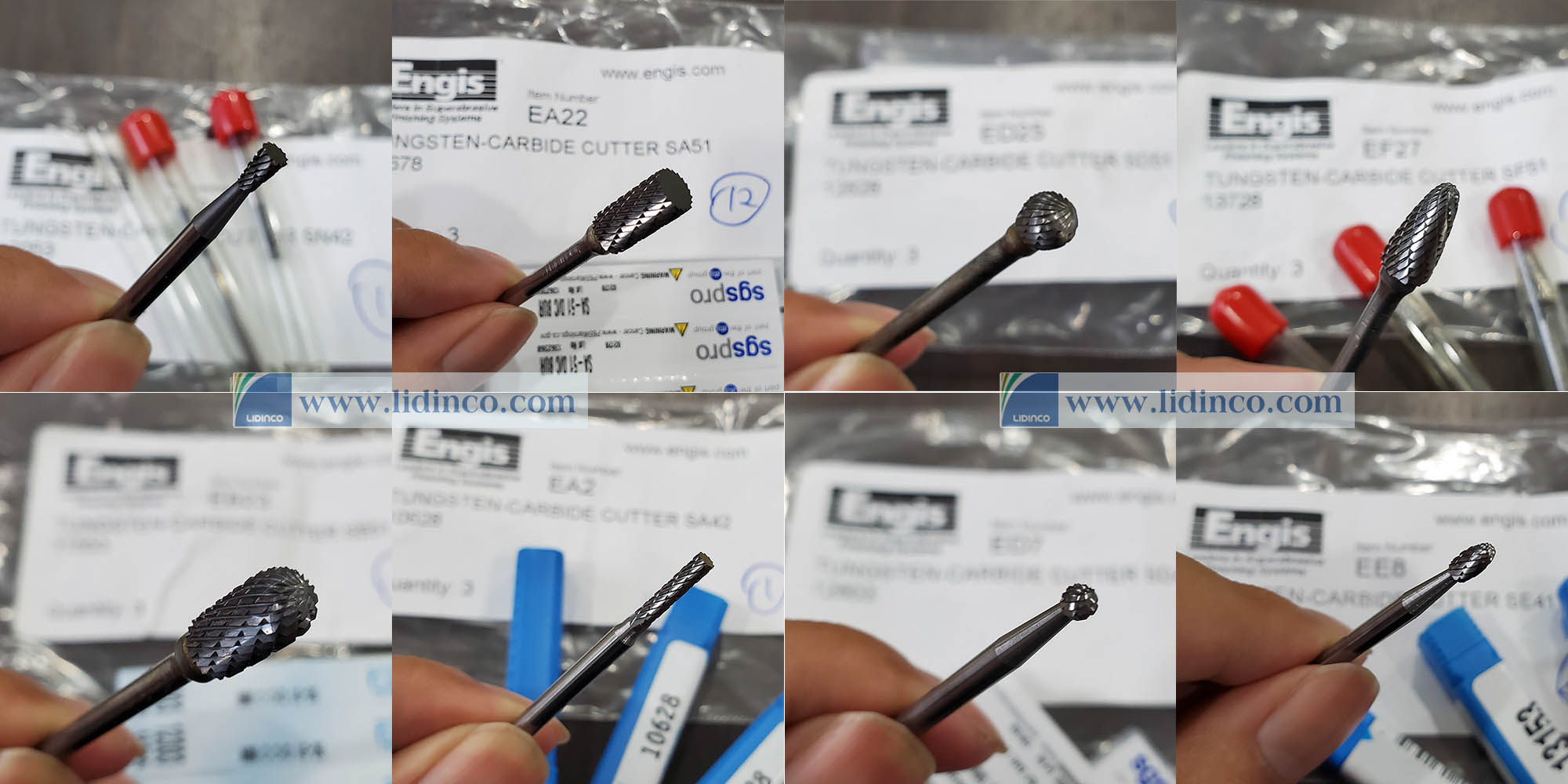
- Giũa kim cương: giũa tròn, tam giác, vuông, dẹt..
- Mũi mài kim cương: hình trụ, hình nón, hình tròn
- Gỗ mài
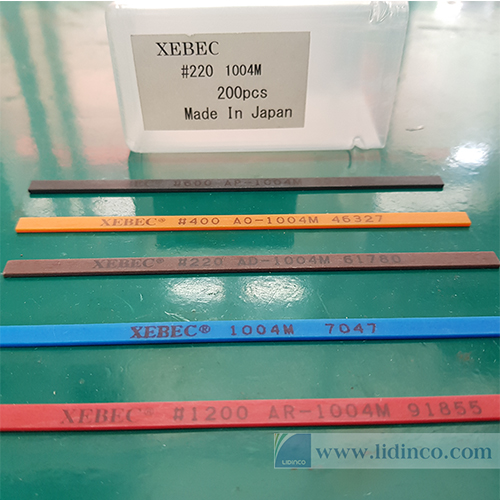
- Đá mài ceramic: #200, #400, #800, #1200
>>> Giấy mài <<< |
>>> Đá mài dầu <<< |
>>> Nỉ đánh bóng <<< |
>>> Bột kim cương cao cấp <<< |
>>> Giũa kim cương <<< |
>>> Mũi mài hợp kim <<< |
>>> Đầu mài gỗ <<< |
>>> Đá mài gốm <<< |






2️⃣ Giới thiệu các bước đánh bóng khuôn nhựa cơ bản
Mỗi thợ kỹ thuật sẽ có những phương pháp đánh bóng khuôn của riêng mình nên sẽ không có những quy chuẩn nào cụ thể. Tuy nhiên, một quá trình đánh bóng khuôn hầu hết đều đi theo 3 bước sau
1. Mài thô: Các bề mặt hoàn thiện thô sau khi tiện, phay hoặc gia công EDM... có thể được xử lý sơ bộ bằng máy mài xoay với tốc độ khoảng 35000 đến 40000 vòng/phút. Sau đó, tiến hành sử dụng đá mài dầu để làm mờ vết xước thủ công, sử dụng kèm với dầu bôi trơn đánh bóng chất lượng để có hiệu quả giảm ma sát tốt. Thứ tự mài có thể thay đổi linh động từ #180 - #240 - #320 - #400 - #600 - #800 - #1000
2. Mài tinh: Sau khi hoàn thành quá trình mài thô, các vết xước trên bề mặt sẽ mờ đi, tuy nhiên các gợn vẫn còn khá lớn để có thể tiến hành đánh bóng. Tiếp tục sử dụng giấy nhám mịn làm mờ lần lượt #400 - #600 - #800 - #1000 - #1200 - #1500 (tùy theo tình trạng mà chọn loại độ nhám phù hợp). Trên thực tế, giấy nhám #1500 chỉ được sử dụng trên thép trên 52 HRC, không sử dụng trên các loại thép pre-hardened vì có thể gây hỏng bề mặt hoặc không đạt được hiệu quả như mong muốn
3. Đánh bóng: Quá trình đánh bóng thông thường sẽ sử dụng bột kim cương dạng paste. Công đoạn đánh bóng này thường sử dụng nỉ đánh bóng để phân phối bột kim cương lên bề mặt phôi hiệu quả nhất, thứ tự đánh bóng thông thường sau quá trình mài mịn sẽ là 9μm -> 6μm -> 3μm. Đối với các loại khuôn có yêu cầu cao hơn đôi khi chúng ta sẽ sử dụng các loại kim cương đánh bóng xuống đến 1μm -> 0.5μm -> 0.25μm ( *đối với các quá trình đánh bóng gương cao cấp này nên thực hiện ở môi trường sạch không bụi bẩn )

3️⃣ Lưu ý trong quá trình đánh bóng khuôn
(1) Trước khi bạn bắt đầu gia công một lòng khuôn mới, hãy kiểm tra bề mặt của phôi đầu tiên và làm sạch bằng dầu hỏa để đá mài dầu có khả năng hoạt động tối đa, không bị ảnh hưởng bởi bụi bẩn
(2) Khi mài bề mặt nhám, phải tiến hành công việc từ phần khó đến phần dễ. Đặc biệt đối với một số góc chết khó mài thì trước tiên phải mài đáy sâu, cuối cùng là các cạnh bên và sau cùng mới đến các mặt phẳng
(3) Một số phôi có thể có nhiều thành phần được lắp ráp với nhau. Cần phải mài thô riêng từng phần hoặc mẫu EDM của phôi, trước khi mài mịn và đánh bóng phôi đã lắp ráp
(4) Đối với phôi có bề mặt phẳng lớn hoặc bề mặt bên phẳng, dùng đá mài để mài các đường nhám sau đó dùng các tấm thép thẳng để kiểm tra độ truyền sáng, kiểm tra xem có chỗ nào không bằng phẳng hoặc còn vết cắt không
(5) Kéo qua lại để mài bề mặt phẳng của khuôn và cố gắng giữ cho tay cầm đá mài dầu tiếp xúc ngang nhất với bề mặt khuôn nhất có thể. Tốt nhất, góc tiếp xúc không vượt quá 25 °, vì khi độ dốc quá lớn lực ép từ trên xuống có thể dẫn đến tạo nhiều đường gồ ghề trên phôi.
(6) Khi đánh bóng bề mặt phôi bằng giấy nhám ép đồng hoặc tre, giấy nhám không được lớn hơn diện tích dụng cụ, nếu không các bộ phận khác của khuôn có thể bị ảnh hưởng
(7) Hình dạng của dụng cụ mài phải tương đồng với hình dạng bề mặt lòng khuôn, để đảm bảo rằng phôi không bị biến dạng khi mài.
Đánh bóng thép H13 so với thép không gỉ 420 Các loại thép khác nhau sẽ yêu cầu một cách tiếp cận khác khi đánh bóng gương. Ví dụ: cần nhiều thời gian để đánh bóng thép không gỉ hơn thép H13. Trước khi bắt đầu giai đoạn đánh bóng gương trên thép H13, cần một lớp hoàn thiện bằng đá dầu 600 grit, trong khi trên thép không gỉ lớp hoàn thiện bằng đá dầu nên ở mức 1000 grit, có nghĩa cần đến 3 mài mịn hơn so với thép H13, do đó sẽ tốn nhiều thời gian hơn Ngoài ra, khi bắt đầu công đoạn đánh bóng gương, thép không gỉ phải bắt đầu với lớp kim cương thô hơn (15 micron paste) so với H13 (9 micron paste). Vì vậy, giai đoạn đánh bóng này cũng mất nhiều thời gian hơn |
✅✅✅ Tham khảo danh mục dụng cụ - vật tư mài khuôn
4️⃣ Môi trường làm việc khi đánh bóng khuôn
- Để đạt được hiệu quả đánh bóng cao nhất việc thực hiện mài thô và đánh bóng nên được thực hiện ở hai vị trí tách biệt nhau, điểm đặc biệt cần lưu ý ở đây là phải làm sạch tất cả các mảnh vụn mài còn sót lại sau quá trình mài thô để nó không gây ra các vết xước li ti trong quá trình đánh bóng
- Thông thường sau công đoạn đánh bóng bằng đá mài dầu đến giấy nhám #1200, phôi khi đánh bóng cần sạch không có bụi, đảm bảo làm việc trong môi trường sạch sẽ để bụi không bám vào gây xước bề mặt
- Đối với các yêu cầu đánh bóng gương với kích thước từ 1μm trở xuống, việc đánh bóng nên được thực hiện trong các buồng đánh bóng sạch. Vì ở độ bóng này bụi bẩn hoặc gàu đều có thể gây ra các vết xước không mong muốn
- Quá trình đánh bóng càng đòi hỏi chất lượng cao, càng phải sạch sẽ, ít bụi, khói, gàu, nước. Các yếu tố này đều có thể ảnh hưởng đến độ chính xác cao của bề mặt "gương"
- Sau khi hoàn thành quá trình đánh bóng, bề mặt phôi cần được làm sạch hoàn toàn bụi, vụn mài, chất bôi trơn một cách cẩn thận để tránh bị xước hoặc xảy ra quá trình oxy hóa, tốt nhất là phun một lớp sơn chống rỉ lên bề mặt phôi và bảo quản trong điều kiện sạch sẽ, thoáng khí

5️⃣ Các yếu tố ảnh hưởng đến quá trình đánh bóng khuôn
? Tình trạng phôi trước đánh bóng
- Trong quá trình gia công, lớp bề mặt có thể bị phá hủy do nhiệt, ứng suất bên trong hoặc các yếu tố khác nên việc lựa chọn phương pháp mài không phù hợp sẽ ảnh hưởng trong từng trường hợp khác nhau (thay đổi linh động tùy thuộc vào tay nghề)
- Các bề mặt được xử lý bằng quá trình EDM thường đánh bóng hơn so với bề mặt gia công thông thường hoặc bề mặt xử lý nhiệt
- Nếu EDM không được thực hiện đúng cách, độ sâu của lớp bề mặt bị ảnh hưởng bởi tia lửa điện lên đến 0.4mm. Độ cứng của lớp bề mặt này cao hơn khá nhiều so với lớp trong nên rất khó đánh bóng
- Xử lý bề mặt một cách thủ công bằng mài thô là điều kiện để tạo cơ sở tốt nhất cho việc đánh bóng gương
? Chất lượng thép
- Thép chất lượng cao là điều kiện tiên quyết để để đảm bảo sản phẩm cuối cùng có độ sáng bóng hoàn hảo. Các loại thép kém chất lượng sẽ có hàm lượng tạp chất cao, các lỗ rỗng trong cấu trúc khiến quá trình đánh bóng không bao giờ đạt hiệu quả như mong muốn
- Để đạt được hiệu quả đánh bóng tốt, phôi phải được đánh dấu độ nhám trước khi gia công. Khi xác định một phôi cần được đánh bóng gương, nên chọn loại thép có chất lượng tốt và được xử lý nhiệt, nếu không sẽ không đạt được hiệu quả mong đợi
? Ảnh hưởng của quy trình xử lý nhiệt đến đánh bóng
- Quá trình nhiệt luyện không phù hợp sẽ khiến cho bề mặt của thép không đồng đều hoặc các đặc tính khác nhau, củng là một trong những yếu tốt ảnh hưởng đến quá trình đánh bóng
? Kỹ thuật đánh bóng của người thợ
- Do quá trình đánh bóng khuôn hoàn toàn được thực hiện thủ công nên kỹ năng của con người vẫn là yếu tốt quan trọng nhất ảnh hưởng đến chất lượng thành quả cuối cùng
- Khi đã có phôi chất lượng, được xử lý nhiệt một cách chính xác, bạn chỉ mới nắm được 50% trong việc hoàn thiện bề mặt siêu bóng còn lại phụ thuộc vào kỹ năng của bạn

6️⃣ Một số lưu ý khi sử dụng các vật tư trong quá trình đánh bóng khuôn
? Những lưu ý khi sử dụng đá mài dầu và giấy nhám
- Đối với các bề mặt khuôn có độ cứng cao nên sử dụng đà mài dầu mềm và sạch
- Khi thay đổi độ grit trong quá trình chà nhám, phôi và cả tay thợ kỹ thuật cần phải được làm sạch để tránh mang các hạt grit thô sang khâu làm mịn tiếp theo
- Khi thực hiện các công đoạn mài khác nhau, chúng ta nên đổi hướng chà của giấy nhám theo một góc khoảng 45° để loại bỏ các hạt ở phía trên. Khi loại bỏ hạt cát hạt mài lớn (trên bậc) cần kéo dài thời gian chà nhám lên 25% (quy đổi theo các kích thước tiếp theo)
- Thay đổi các hướng khác nhau trong quá trình mài để tránh sự không đồng đều các vân trên phôi
? Những lưu ý khi sử dụng mài và đánh bóng bằng bột kim cương
- Việc mài và đánh bóng bằng bột kim cương cần được thực hiện dưới áp lực nhẹ hơn, đặc biệt là với các bộ phận bằng thép đã được tôi cứng từ trước
- Khi đánh bằng bột mài dạng sệt khoảng #8000, tải trọng phổ biến là 100-200g/cm² tuy nhiên rất khó để duy trì độ chính xác tải trọng này
- Để thao tác thuận tiện hơn trong các khu vực nhỏ hẹp, nên chọn các loại nỉ phù hợp, bạn củng có thể cắt một phần nỉ đi để làm nó mềm hơn. Điều này giúp kiểm soát áp suất đánh bóng để đảm bảo rằng áp suất bề mặt không quá cao
- Khi sử dụng bột kim cương để để bóng, không chỉ bề mặt gia công nên được làm sạch mà cả tay người thao tác củng nên sạch sẽ
? Đánh bóng khuôn nhựa cần chú ý những vấn để sau
- Việc đánh bóng khuôn nhựa hoàn toàn khác biệt với việc đánh bóng trong các ngành công nghiệp khác. Đánh bóng khuôn nhựa đòi hỏi phải có độ chính xác, yêu cầu của bề mặt hoàn thiện cao nên thường được gọi là đánh bóng gương. Nó không chỉ yêu cầu cao về độ bóng mà còn về độ phẳng, độ mịn và độ chính xác hình học
- Tiêu chuẩn đánh bóng gương thường được chia thành bốn cấp: A0=Ra0.008μm, A1=Ra0.016μm, A2=Ra0.032μm, A3=Ra0.063μm
- Đánh bóng khuôn mẫu nhựa là một quá trình đánh bóng đòi hỏi độ tỷ mĩ khi gia công cao do đó nó thường được tiến hành theo phương pháp thủ công. Các loại hình khác như đánh bóng điện, đánh bóng bằng dung dịch, đánh bóng từ tính, đánh bóng hóa học, đánh bóng siêu âm có thể đạt được hiệu quả cao, thời gian thực hiện nhanh nhưng không đủ đảm bảo độ chính xác hình học
✅✅✅ Tham khảo danh mục dụng cụ - vật tư mài khuôn
7️⃣ Cách giải quyết một số vấn đề khi đánh bóng khuôn nhựa
? Đánh bóng quá mức
- Vấn đề thường gặp phải trong quá trình đánh bóng (có thể nói là xảy ra hằng ngày) chính là hiện tượng "đánh bóng quá mức", khi chúng ta đánh bóng qua điểm, mà đáng lẽ phải dừng lại thì khuôn sẽ bị giảm chất lượng đáng kể, bề mặt khuôn chất lượng kém
- Triệu chứng của quá trình đánh bóng quá mức có thể khiến khuôn nhựa sần sùi như vỏ cam và rỗ. Đánh bóng có quá mức hầu hết xảy ra trong đánh bóng cơ học
? Lý do tại sao lại xuất hiện vỏ cam trên bề mặt khuôn
- Bề mặt thô ráp của khuôn được gọi là "sần vỏ cam" và có nhiều gây ra hiện tượng này. Nguyên nhân thường gặp nhất chính là do bề mặt khuôn quá nóng hoặc do thấm quá nhiều cacbon. Điều này xảy ra thường là do áp lực đánh bóng cao và thời gian đánh bóng quá lâu sẽ dẫn đến tình trạng này
- Ví dụ: Sử dụng bánh vải đánh bóng, nhiệt tạo ra bởi bánh vải có thể dễ dàng gây ra hiện tượng "sần vỏ cam" nếu không kiểm soát tốt trong quá trình mài
- Các loại thép cứng hơn có thể chịu được áp suất đánh bóng cao hơn, thép mềm hơn sẽ dễ dẫn đến hiện tượng "đánh bóng quá mức" hơn. Các nghiên cứu đã chỉ ra rằng hiện tượng đánh bóng quá mức sẽ thay đổi tùy thuộc vào độ cứng của thép
? Các biện pháp để loại bỏ hiện tượng "sần vỏ cam" trên phôi ép nhựa
Khi bắt đầu nhận thấy bề mặt khuôn xuất hiện rỗ, nhiều người có xu hướng tăng áp suất đánh bóng hoặc kéo dài thời gian đánh bóng, điều này chỉ khiến tình hình tồi tệ thêm
Có thể sử dụng các phương pháp sau để khắc phục tình trạng này
(1) Để làm sạch bề mặt bị lỗi, bạn nên sử dụng cỡ hạt mài lớn hơn một chút so với kích thước hạt trước đó. Sau đó, thực hiện quá trình mài với lực nhẹ và đều tay hơn
(2) Giảm độ căng ở nhiệt độ thấp hơn nhiệt độ tôi thép 25°C, sau đó mài với hạt mài mịn nhất trước khi đánh bóng đến khi đạt hiệu quả ưng ý, cuối cùng đánh bóng bằng lực nhẹ hơn
? Lý do hình thành "rỗ" trên bề mặt phôi
Do một số tạp chất kim loại có trong thép thường là những oxit cứng và giòn, có kết cấu không đồng nhất và được kéo ra khỏi bề mặt thép trong quá trình đánh bóng, tạo ra các vết rỗ. Các yếu tố chính gây ra hiện tượng rỗ bề mặt khuôn như sau
- Áp suất đánh bóng quá lớn và thời gian đánh bóng lâu
- Độ tinh khiết không đủ, hàm lượng tạp chất trong phôi cao
- Bề mặt khuôn bị rỉ sét
- Các phần cháy không bị loại bỏ
? Các biện pháp loại bỏ hiện tượng rổ bề mặt
(1) Cẩn thận mài lại bề mặt. Kích thước hạt mài phải lớn hơn một chút so với kích thước hạt được sử dụng trước đó, bước mài cuối cùng trước khi thực hiện đánh bóng nên được sử dụng bằng đá mài dầu mềm và sắc nét. Sau khi thực hiện xong, tiến hành đánh bóng lại
(2) Tránh dụng các vật tư đánh bóng mềm khi kích thước sạn nhỏ hơn 1mm
(3) Sử dụng lực đánh bóng tối thiểu và thời gian trên một lần đánh bóng ngắn nhất
? Trên bề mặt khuôn sau khi đánh bóng gương vẫn còn nhiều vết xước li ti
Một hiện tượng khác củng khá thường xảy ra, chính là sau khi thực hiện quá trình đánh bóng gương cuối cùng trên bề mặt vẫn còn các vết xước li ti. Có thể khi nhìn trực diện bạn sẽ không nhìn thấy vết xước nhưng khi nhìn xéo góc với ánh sáng thích hợp bạn sẽ thấy chi chít những vết xước này. Vậy cách khắc phục như thế nào?
? Các khắc phục các vết xước li ti trên khuôn nhựa
Hầu hết nguyên nhân gây ra hiện tượng này là do quá trình đánh bóng cuối chưa đến kích thước hạt như mong đợi, bột đánh bóng kém chất lượng chứa hàm lượng tạp chất cao, môi trường làm việc không đảm bảo vệ sinh
(1) Sử dụng bột kim cương chất lượng đến từ các thương hiệu nổi tiếng như bột Engis Hyprez Formula L của Mỹ chuyên dành cho đánh bóng khuôn
(2) Sử dụng hạt kích thước nhỏ hơn để làm mất các vết xước li ti. Có thể xuống đến 1μm hoặc 0.5μm
(3) Thực hiện khâu đánh bóng gương trong buồng kín, sạch sẽ
✅✅ Tham khảo bột kim cương đánh bóng khuôn chất lượng cao
Tìm hiểu các phương pháp đánh bóng khuôn1. Đánh bóng cơ học (Mechanical Polishing) Đánh bóng cơ học là phương pháp đánh bóng loại bỏ phần lồi, vết xước trên bề mặt phôi bằng cách cắt hoặc làm biến dạng dẻo bề mặt vật liệu để làm bề mặt nhẵn bóng hơn bằng các sử dụng các dụng cụ mài khuôn như: đá mài dầu, đá ceramic, nỉ đánh bóng, giấy nhám, dụng cụ mài cắt kim cương... và được vận hành chủ yếu bằng thủ công Mài siêu mịn và đánh bóng cần phải sử dụng các dụng cụ mài chuyên dụng như nỉ, để đưa các hợp chất mài (bột mài, bột kim cương) ma sát về bề mặt lòng khuôn bằng chuyển động xoay ở tốc độ cao Việc đánh bóng thủ công này thường tốn nhiều thời gian, đòi hỏi người thợ phải có tay nghề cao vì không phải khuôn nào củng có tính chất giống nhau. Tuy nhiên, hiệu quả đạt được là rất tốt và phù hợp với mọi loại khuôn có độ khó và cấu trúc khác nhau 2. Đánh bóng bằng hóa chất (Chemical Polishing) Đánh bóng hóa học là một quá trình mà trong đó bề mặt lồi được hòa tan và làm phẳng bằng hóa chất. Phương pháp này có thể đánh bóng các phôi có hình dạng phức tạp, đánh bóng đồng loạt nhiều phôi cùng lúc và đem lại hiệu quả đồng bộ cao Độ nhám bề mặt thu được sau quá trình đánh bóng hóa học thường là Ra 10μm 3. Đánh bóng bằng phương pháp điện phân (Electrolytic Polishing) Nguyên tắc cơ bản của đánh bóng bằng điện củng tương tự như đánh bóng hóa chất. Nó sẽ đánh phẳng các phần lồi trên bề mặt khuôn giúp cho lòng khuôn phẳng đồng đều nhau So với đánh bóng hóa học, đánh bóng bằng điện phân tốt hơn một chút vì nó có thể loại bỏ ảnh hưởng của ca-tố 4. Đánh bóng siêu âm (Ultrasonic Polishing) Đánh bóng siêu âm là phương pháp dựa trên rung động tần số cao của để hồn hợp mài có xác liên tục với bề mặt khuôn, sự cọ xát đều và liên tục này sẽ giúp bề mặt đạt độ bóng đồng đều hơn Để thực hiện điều này cả khuôn sẽ đặt trên một máy siêu âm và hỗn hợp mài sẽ được bôi lên những vị trí cần mài của khuôn. Gia công khuôn bằng sóng siêu âm hầu như không tác động áp lực nên sẽ ít gây ra biến dạng phôi 5. Đánh bóng bằng dòng chất lỏng (Fluid Polishing) Đánh bóng bằng chất lỏng là dựa vào dòng chảy của dung dịch mài để để cọ xát vào lòng khuôn tạo nên hiệu quả đánh bóng. Đánh bóng bằng dòng chất lỏng được thực hiện bằng ba phương pháp: phun hợp chất mài, phun chất lỏng, mài thủy động lực 6. Đánh bóng từ tính (Magnetic Polishing) Mài bằng phương pháp từ tính là sử dụng các hạt mài có từ tính, dưới tác động của từ trường sẽ di chuyển trên bề mặt của phôi và đánh bóng lòng phôi Phương pháp này cho hiệu quả cao, chất lượng tốt dễ dàng kiểm soát và xử lý. Với các hợp chất mài mòn phù hợp, độ nhám bề mặt có thể đạt đến Ra0.1μm 7. Phương pháp đánh bóng hỗn hợp bằng siêu âm và tia lửa điện (Electric spark ultrasonic composite polishing) Để cải thiện tốc độ đánh bóng của phôi có độ nhám bề mặt từ Ra 1.6μm trở lên, sóng siêu âm được kết hợp với nguồn điện xung dòng đỉnh cao tần số cao, hẹp chuyên dụng cho đánh bóng hỗn hợp Khả năng mài mòn bằng rung siêu âm và xung điện tác động đồng thời lên bề mặt phôi giúp giảm nhanh độ nhám bề mặt của phôi. Phương pháp này đặc biệt hiệu quả khi xử lý bề mặt phôi thô sau công đoạn tiện, phay hoặc EDM |
Nguồn: machinemfg
CÔNG TY TNHH ĐẦU TƯ PHÁT TRIỂN CUỘC SỐNG
Trụ sở chính: 487 Cộng Hòa, Phường Tân Bình, TP. HCM
Điện thoại: 028 3977 8269 / 028 3601 6797
Email: [email protected]
VP Bắc Ninh: 184 Bình Than, Phường Võ Cường, Bắc Ninh
Điện thoại: 0222 7300 180
Email: [email protected]
Hotline: 0906.988.447
Tin cùng danh mục
![[Dự án] Đo âm học, tiếng vang phòng học](https://lidinco.com/storage/posts/du-an-do-am-hoc-phong-hoc.jpg)




